Консольно-фрезерный станок: устройство, схемы и виды. Узлы фрезерных станков Основные части и механизмы фрезерных станков
Читайте также
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / rashid@сайт
Привод ЭПУ 25А с дросселем - 5500грн
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные . Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
В общем случае фрезерные станки можно подразделить на две основные группы: 1) общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные); 2) специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезер - ные и др.). По конструктивным особенностям эти станки подразделяют
|
|

|
|

|
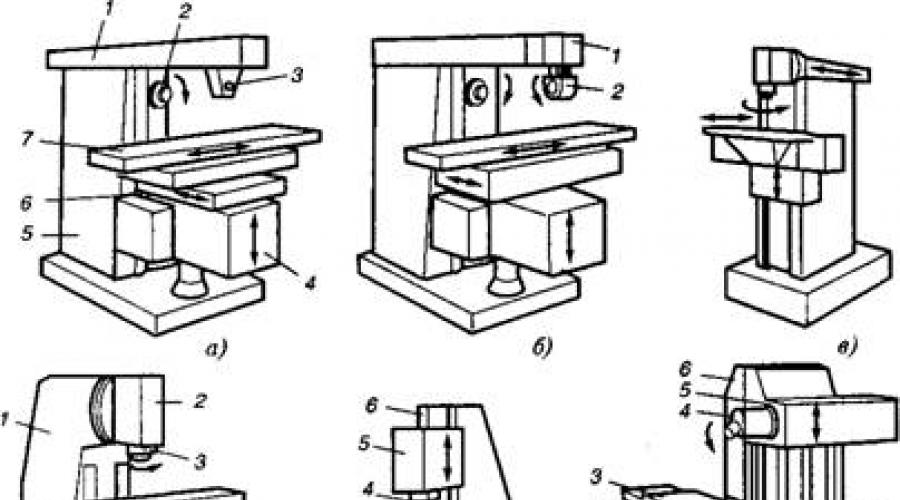
Рис. 119. Фрезерные станки: |

А - универсальный консольный горизонтально-фрезерный, б - широкоуниверсальный консольный горизонтально-фрезерный, в - широкоуниверсальный бесконсольно-фрезерный, г консольный вертикально-фрезерный, д - бесконсольный вертикально-фрезерный, е - бесконсольный горизонтально-фрезерный, ж - продольно-фрезерный, з - карусельно-фрезерный, и - барабанно-фрезер - ный
На консольные (стол расположен на подъемном кронштейне-консоли), бесконсольные (стол перемещается на неподвижной станине в продольном и поперечном направлениях) и непрерывного действия (карусельные и барабанные).
В единичном, мелко - и среднесерийном производстве наиболее распространены консольные фрезерные станки. Универсальный кон-
Сольный горизонтально-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 7, на который устанавливают серьгу J, поддерживающую оправку с фрезой, консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7.
Широко универсальный консольный горизонтально-фрезерный станок (рис. 119; б) помимо горизонтального шпинделя имеет шпиндельную головку 7, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкеро - вания, растачивания и фрезерования.
Консольный вертикально-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель J, который размещен в поворотной шпиндельной головке 2, установленной на стойке 7. Бесконсольные вертикально - и горизонтально-фрезерные станки (рис. 119, д, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 7. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине /установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки J с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей J для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6. Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Широкоуниверсальный консольный горизонтально-фрезерный станок мод. 6Р82Ш. Станок служит для выполнения различных фрезерных работ, а также сверлильных и несложных расточных работ в заготовках из чугуна, стали, цветных металлов. Станок может работать в полуавтоматическом и автоматическом режимах, что дает возможность многостаночного обслуживания. На рис. 120, 121, 122 показаны
Соответственно общий вид, основные узлы и кинематическая схема этого станка.
Техническая характеристика станка. Размер рабочей поверхности стола (длина х ширина) 1250 х 320 мм; наибольшее перемещение стола: продольное - 800 мм, поперечное - 240 мм, вертикальное - 360 мм; число ступеней частот вращения шпинделя 18; пределы частот вращения шпинделя 31,5-1600 мин"1; число подач стола 18; пределы подач продольных и поперечных 25-1250 мм/мин, вертикальных - 416,6 мм/мин; размеры станка 2305 х 1950 х 1680 мм; масса 2830 кг.
Кинематика станка. Привод горизонтального шпинделя (главного движения) осуществляется электродвигателем Ml через зубчатые пе - 208
Редачи. Число ступеней частот вращения равно числу вариантов передаточных отношений от электродвигателя до шпинделя, т. е. 3 х 3 х 2= = 18. Минимальная частота вращения п^ = 1460 [ (27/53) х (60/38) х х(17/46) х (19/69) = 31,5 мин"1; максимальная птах = 1460 х (27/53) х х(22/32) х (38/26) х (82/38) = 1600 мин1.
Шпиндель поворотной головки приводится во вращение от электродвигателя М2 через зубчатые передачи. Число ступеней вращения 2x3x2=12; лп1і11 = 1430 х (28/72) х (34/66) х (21/59) х (28/28) х (19/19)= = 1600 мин"1.
Привод подач стола в поперечном и продольном направлениях осуществляется через зубчатые передачи от электродвигателя МЗ. Минимальная подача стола fc указанных направлениях іУІпіп = 1430 х х(26/50) х (26/57) х (18/36) х (18/40) х (13/45) х (18/40) х (28/35) х (18/33) х х(33/37) х (18/16) х (18/18) х 6 = 25 мм/мин, Л^х = 1430 х (26/50) х (26/57)х х (36/18) х (24/24) х (40/40) х (28/35) х (18/33) х (33/37) х (18/16) х (18/18) х хб = 1250 мм/мин.
Ускоренная подача стола в продольном и поперечном направлениях 5У = 1430 х (26/33) х (28/35) х (18/33) х (33/37) х (18/16) х (18/18) х 6 = =3000 мм/мин.
Максимальная подача стола в вертикальном направлении <5вшах =1430 х (26/50) х (26/57) х (36/18) х (24/34) х (40/40) х (28/35) х (18/33) х х(22/33) х (23/46) х 6 = 1000 мм/мин.
Вана коробка скоростей привода шпинделя поворотной головки 6, перемещается по направляющим станины 1 (рис. 121) вращением маховика 75 (рис. 120) при отжатом зажиме 39.
Коробка скоростей горизонтального шпинделя расположена в станине и соединена с валом электродвигателя упругой муфтой. Шпиндель 11 станка (рис. 123) установлен на подшипники 4, 2, 12. Осевой зазор в шпинделе регулируют подшлифовкой колец 9,10. Повышенный зазор в подшипнике 4 устраняют подшлифовкой полуколец 5 и гайкой 1 следующим образом. Снимают крышку 3 (или боковую крышку), фланец 6, пружинное кольцо 7, кольца 8 и вынимают полукольца 5. Гайкой 1 выбирают зазор так, чтобы при работе нагрев подшипников не превышал 60° С. Замеряют величину зазора между подшипником и буртом шпинделя и в соответствии с этим подшлифовывают полукольца 5. Затем устанавливают полукольца, монтируют детали 6, 8, 7, 3.
Коробка переключения скоростей (рис. 124) обеспечивает выбор требуемой скорости без последовательного прохождения промежуточных ступеней. Рейка 1 (рис. 124, а), перемещаясь посредством рукоятки через зубчатый сектор 2 и вилку 10 (рис. 124, б), передвигает в осевом направлении главный валик 3 с диском 9 переключения с помощью зубчатого колеса 2 и втулки 4. На диске выполнено несколько рядов отверстий, расположенных против штифтов 8 реек 5 и 7, попарно соединенных с колесом 6. На одной из каждой пары реек крепится вилка переключения. Рейки передвигаются при нажиме диска на штифты. В конце хода диска вилки занимают положение, соответствующее зацеплению определенных пар зубчатых колес. Лимб при выборе скоростей фиксируется шариком 1 (рис. 124, б), попадающим в пазы звездочки 11. Рукоятка 5 (рис. 124, а) фиксируется при включении шариком 3 и пружиной 4; при этом шип рукоятки входит в паз фланца.
Поворотную головку (рис. 125) монтируют на хоботе через промежуточную плиту посредством болтов, входящих в кольцевой Т-образный паз и центрируют в кольцевой выточке. Шпиндель 8, смонтированный в выдвижной гильзе 9, получает вращение от коробки скоростей через кулачковую муфту 1 и конические колеса 4, 2 и 5, 4. Колеса 7 и 3 служат для регулировки осевого зазора в подшипниках и шпинделя, а полукольца 2и гайка 6 - для устранения зазора в переднем подшипнике. Выдвижение гильзы осуществляют маховичком.
Накладную головку (рис. 126) монтируют на поворотной головке болтами, входящими в Т-образный паз, и жестко фиксируют. Шпиндель 5 получает вращение от шпинделя 1 поворотной головки через конические зубчатые колеса 3, 4. Гайкой Урегулируют зазор в подшипниках шпинделя.
Коробка подач (рис. 127, а) обеспечивает рабочие подачи и установочные перемещения стола, салазок и консоли путем переключения 2-Ю
Блоков зубчатых колес и передачи вращения на входной вал В через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединенную шпонкой с муфтой 4 и валом В. Стопор 1 жестко фиксирует положение гайки 15. Когда механизм подачи перегружен, шарики, контактирующие с отверстием муфты 2, сжимают пружины и выходят из контакта. Колесо 14 при этом проскальзывает относительно муфты 2, и рабочая подача прекращается.
Быстрое вращение передается от электродвигателя (минуя коробку передач) на зубчатое колесо С, которое установлено на хвостовике корпуса 9фрикционной муфты и имеет постоянную частоту вращения. Гайка 10 должна быть обязательно затянута. Корпус 9 вращается свободно. Диски фрикциона соединены (через один) с корпусом 9 и втулкой 12, соединенной с валом В. При нажатии муфты 4 на торец
Втулки 5 и затем на гайку 11 диски 7 и 8 соединяются и передают быстрое вращение валу В и зубчатому колесу А. Усилие сжатия дисков
7 и урегулируется с помощью штифта 6.. Движение с вала В на ведомый вал осуществляется через кулачковую муфту 13.
Механизм переключения подач (рис. 127, б) входит в узел коробки подач. Принцип работы механизма аналогичен работе коробки переключения скоростей. Валик 1 при включении запирается шариками 6 и втулкой 2, что предотвращает смещение диска 9 в осевом направлении. При нажатии на кнопку ^шарики попадают в кольцевую проточку
Валика 3 и валик 7 освобождается от фиксации. Диск 9 переключения фиксируется от поворота шариком 8 через втулку 5, связанную шпонкой с шариком 7. Винтом 7 регулируют натяжение пружины.
Консоль (рис. 128) объединяет узлы цепи подач станка. В ней смонтированы валы и зубчатые передачи, передающие движение от коробки подач в трех направлениях (к винтам продольной, поперечной и вертикальной подач); механизм включения поперечных и вертикальных подач. Зубчатое колесо 8 вращается от колеса А (рис. 127, а) и передает движение на зубчатые колеса 7, 4, 2, 1 (рис. 128, а). Колесо 8 может передавать движение валу только через кулачковую муфту 6. Далее через цилиндрические и конические зубчатые колеса движение передается на винт 16 (рис. 128, б). Зацепление пары 16 и 10 отрегулировано компенсаторами 14, 15 и зафиксировано винтом, входящим в палец 13. Втулка 77 не демонтируется, гайка вертикальных перемещений закреплена в колонне. Колесо 2через шпонку и шлицы вращает вал IX цепи продольного хода. Винт X поперечной подачи вращается от колеса 2 и свободно сидящего на валу колеса 7 при включенной муфте поперечного хода. Валы XII и XIII демонтируются при снятии стопоров у колес 8, 9.
Салазки демонтируют после снятия вала Щ для чего нужно снять верхний щиток на направляющих консоли, выбить штифт 3 и снять вал IX. Механизм включения установочных перемещений (рис. 129) включает муфту и сжимает диски фрикционной муфты. Рычаг 7 заштифтован на оси 4. Последний отжимается в направлении зеркала станины пружиной 6. Правые гайки 2 служат для регулировки усилия пружины, левые J, упираясь в торец втулки 5, регулируют и ограничивают ход оси. Уступ рычага 7 упирается в кулачок 7. Рычаг 7 при повороте кулачка 7 перемещается, сжимая пружину 6. Второй конец оси 8 имеет мелкий зуб, обеспечивающий монтаж рычага 9, соединяющего под небольшим углом ось 8 с тягой электромагнита. Последний через тягу и шарнир соединен с вилкой, от которой через гайку и пружину усилие передается на рычаг 9. Таким образом, независимо от усилия электромагнита усилие на рычаге определяется степенью сжатия пружины.
Механизм включения поперечных и вертикальных подач (рис. 130) управляет включением и выключением кулачковых муфт поперечной и вертикальной подач от электродвигателя подач. Выполнен в отдельном корпусе. При движении рукоятки 5 вверх, вниз, влево, вправо, связанный с ней барабан 7 совершает соответствующие движения и своими скосами через рычажную систему управляет включением кулачковых муфт, а через штифты - конечными выключателями, предназначенными для реверса электродвигателя подач. Барабан связан тягой 2 с дублирующей рукояткой. При включениях и выключениях поперечного хода тяга перемещается поступательно, а при включении
Рис. 128. Консоль: а - развертка, б - разрез
|
|

|
|

Вертикального хода - поворачивается. Винт 4 и гайка 3 служат для устранения зазоров в системе.
Ходовой винт 1 (рис. 131) стола получает вращение через скользящую шпонку гильзы 9, расположенную во втулках 5, 7. Гильза 9 вращается от кулачковой муфты 6 через шлицы при ее сцеплении с кулачками втулки 5, связанной с коническим зубчатым колесом 4. На втулке 5 выполнен зубчатый венец, находящийся в зацеплении с зубчатым колесом привода круглого стола. Муфта 6 имеет зубчатый венец для вращения винта продольной подачи от маховичка. Зажим салазок на направляющей консоли осуществляется планшайбой 8. Колесо 9 (рис. 132) подпружинено на случай попадания зуба на зуб. Зацепление колес возможно только при рассоединении муфты 6 и втулки 5. Этим маховичок блокируется при механических подачах. Гайки 2 и 3 ходового винта (рис. 131) расположены в левой части салазок. Зазор в направляющих консоли и салазок выбирается клиньями.
Механизм включения продольной подачи (рис. 132) выполняет включение кулачковой муфты продольного хода, включение и реверс электродвигателя подач. Рукоятка 4 неподвижно соединена с осью 2 поворачивая рычаг 7, по криволинейной поверхности которого при переключении катится ролик 75 (рис. 132). В нейтральном положении рычага 10 ролик расположен в средней впадине, при включенном - в одной из боковых впадин. Движение ролика 15 через рычаг 16 передается штоку 5 через колесо 7- рейки 6 и вилки 8, ведущей муфту 6 (рис. 131). Пружина 2 (рис. 132) постоянно нажимает на шток 5. Пружина 4 обеспечивает включение рукоятки при попадании зуба на зуб муфты 6. Пружина 4 регулируется винтом 3 через отверстие пробки 7.
На одной оси с рычагом 16 расположен рычаг 18, служащий для включения муфты 6 кулачком 19, прикрепленным к тяге 20, соединяющей основную рукоятку продольного хода с дублирующей. Конечный выключатель 7 7 производит включение и реверсирование электродвигателя подач. Его отключение происходит после выключения муфты 6. На ступице 5 (рис. 133) рукоятки продольного хода выполнены выступы, на которые воздействуют кулачки ограничения продольного хода или (при автоматических циклах) кулачки управления продольным ходом. Работу путевых выключателей проверяют при снятой крышке 14 (рис. 132).
Механизм автоматического цикла предназначен для управления перемещениями стола от кулачков. На оси рукоятки продольного хода установлены две звездочки, непосредственно связанные со звездочками 6у 5 (рис. 133) включения быстрого хода при работе станка в автоматическом цикле. Звездочка 6 вращается от возвратного пружинного кулачка, расположенного на лицевой стороне стола в Т-образном пазу. Звездочка 3 имеет различную глубину впадин, что при ее повороте 218
|
|

|
Рис. 134. Механизм запирания муфты |

На 45° обеспечивает различную величину хода штока 2 (рис. 134), который, воздействуя на конечный выключатель, включает электромагнит быстрого хода.
Механизм запирания муфты (рис. 134) предназначен для подготовки станка к работе в автоматическом цикле. При нажатии на вал-шестерню 2 рейка 3 расцепляется с зубчатым колесом 4 и зацепляется с валом-шестерней 2. При повороте вала 2 кулачковая муфта перемещается и входит в зацепление с кулачковым зубчатым колесом. С этого момента рукоятка продольного хода включаться не может. Запирание муфты можно выполнить только при среднем (нейтральном) положении рукоятки. Это обеспечивается Т-образным пазом в колесе 4 и штифтом J, установленным в корпусе салазок. При нажатии на вал - шестерни 2 конусом 1 и пальцем 13 (рис. 132) размыкаются контакты конечного выключателя, блокирующего цепь включения поперечной и вертикальной подач. Это исключает включение при запертой кулачковой муфте продольного хода двух движений одновременно: стола и салазок или стола и консоли.
Делительные головки. Технологические возможности фрезерных станков расширяют делительные головки. Они служат для периодического поворота обрабатываемой заготовки вокруг оси (при обработке зубьев, шлицев, пазов и др.) на равные или неравные углы, а также для непрерывного вращения заготовки, согласованного с продольной подачей стола станка при нарезании винтовых канавок. Различают головки для непосредственного деления; многошпиндельные; универсальные; оптические. Делительные головки оснащаются принадлежностями: шпиндельными валиками; передним центром с поводком; домкратом; хомутиками; центровыми оправками и консольными оправками для установки заготовки; универсальными подкладками; задней бабкой; гитарами сменных зубчатых колес; трехкулачковыми патронами.
При обработке с использованием делительной универсальной головки заготовку 1 (рис. 135, а, б) устанавливает на оправке в центрах шпинделя 6 головки 2 и задней бабки 8. Модульная дисковая фреза 7 получает вращение, а стол станка - рабочую продольную подачу. После каждого периодического поворота заготовки зубчатого колеса обрабатывается впадина между соседними зубьями. После обработки впадины стол ускоренно перемещается в исходное положение. Цикл движений повторяется до полной обработки всех зубьев колеса.
Рабочую позицию заготовки устанавливают и фиксируют при вращении шпинделя 6рукояткой 3 по делительному диску 4 с лимбом. Пружинное устройство фиксирует рукоятку 3 при попадании в соответствующее отверстие делительного диска. На последнем с двух сторон концентрично расположены по одиннадцать окружностей с числами отверстий 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 44, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66.
Универсальные делительные головки подразделяют на лимбовые (рис. 136, а, бв) и безлимбовые (рис. 136, г). Вращение рукоятки 7 относительно лимба 2 передается через зубчатые колеса 5, 6 и червячную передачу 7, 8 шпинделю. Головки настраивают на непосредственное, простое и дифференциальное деление.
Непосредственное деление. Обеспечивается установкой на шпинделе делительного диска с 30 равномерно расположенными отверстиями. Диск поворачивают рукояткой й выполняют деление окружности
На 2, 3, 4, 5, 6, 15 и 30 частей. При использовании специального делительного диска можно выполнить деление на неравные части.
Простое деление (рис. 136, а) на Z равных частей выполняют при вращении рукоятки относительно неподвижного диска согласно следующей кинематической цепи: 1/Z= Wp(Z5/2^) х (Д/Д), где (Д/2$) х x(Zn/Zz) = /N пр - число оборотов рукоятки; N- характеристика головки (обычно N= 40). Тогда 1/Z= пр х (1 /N), откуда яр - N/Z= А/В, где В - число отверстий, на которое нужно повернуть рукоятку. Раздвижной сектор J (рис. 135, а), состоящий из двух радиальных линеек раздвигают на угол, соответствующий числу А отверстий, и скрепляют линейки. Если левая линейка упирается в фиксатор рукоятки, то правая совмещается с отверстием, в которое нужно при очередном повороте ввести фиксатор.
Пример. Настроить делительную головку для фрезерования зубьев цилиндрического колеса с Z= 100. Характеристика головки N- 40; Яр = N/Z= А/В = 40/100 = 4/10 = 2/5 = 12/30, т. е. А = 12 и В= 30. Таким образом, используют окружность делительного диска с числом отверстий В = 30, а раздвижной сектор настраивают на число отверстий А = 24. 222
Дифференциальное деление используют в случае, когда нельзя подобрать делительный диск с нужным числом отверстий. Если для числа Z на диске нет нужного числа отверстий, принимают число близкое к Z, для которого имеется соответствующее число отверстий. Разность (1/Z- компенсируют дополнительным поворотом
|
|

|
|

Шпинделя головки на эту разность. Она может быть положительной (дополнительный поворот шпинделя направлен в ту же сторону, что и основной) или отрицательной (дополнительный поворот отрицателен). Это обеспечивают дополнительным поворотом делительного диска относительно рукоятки, т. е. если при простом движении рукоятку поворачивают относительно неподвижного диска, то при дифференциальном делении рукоятку вращают относительно медленно вращающегося диска в ту же или противоположную сторону. Вращение диску передается от шпинделя головки через сменные колеса а - Ьу с - d (рис. 136, б) коническую пару 9 и 10 и зубчатые колеса J и 4. Величина дополнительного поворота рукоятки пр£= N{/Z- l/Ztj,) = (1/Z) х x(a/b) х (c/d) x (Z,/Z10) x (Z3/Z4).
Принимаем (2^/Z10)(Z3/^)= = С (обычно С= 1). Тогда {a/b){c/d) =N/C[(Zt> -
Пример. Настроить делительную головку для фрезерования зубьев цилиндрического колеса с Z= 99. Известно, что N - 40 и С = 1. Число оборотов рукоятки для простого деления пф = 40/99. Учитывая, что делительный диск не имеет окружности с числом отверстий 99, принимаем Z - 100 и число оборотов рукоятки Пф = 40/100= = 2/5 = 12/30, т. е. берем диск с числом отверстий по окружности В - 30 и поворачиваем при делении рукоятку на 12 отверстий (А = 12). Передаточное отношение сменных колес определяем по уравнению: (д/6) х (c/rf) = 7V/C= [(2^, - Z)/2^] = =(40/1) [ (100-99)/100] = 40/100.
Безлимбовые делительные головки (рис. 136, г) не имеют делительных дисков. Рукоятку поворачивают на один оборот и фиксируют на неподвижном диске 2. При простом делении на равные части кинематическая цепь имеет вид: /(a2/b2) х (c2/d2) х (Z3/Z4) = 1/Z.
Учитывая, что Z3/Z4 = /V, получаем (a2/b2) х (c2/d2) = N/Z.
Оптические делительные головки (рис. 137) обеспечивают деление с повышенной точностью и состоят из корпуса 7, стеклянного диска 2, имеющего 360 точных градусных делений, видимых в микроскоп 3. Оптическая система имеет 60 делений для отсчета угловых минут. Закрепляют в шпинделе головки и поворачивают на требуемый угол с отсчетом через окуляр микроскопа по шкале диска 2.
|
|

Фрезерование винтовых канавок, расположенных равномерно по окружности (см. рис. 135, б), выполняют при установке заготовки в центрах. Стол поворачивают на угол наклона винтовой линии канавки таким образом, чтобы дисковая фреза 7 совместилась с направлением канавки. Заготовка получает непрерывное вращение от ходового винта продольной подачи, а стол - продольную подачу по направлению канавки. Уравнение кинематической цепи от шпинделя делительной головки до винта продольной подачи (см. рис. 136, в): (Z%/Zn)(Zb/Z$) х x(Z4/Z3) х (Zw/Z)){d/a){b/dx)pb = p, где ръ - шаг ходового винта. Учитывая, что {Z%/Z1){Zb/Zs)(ZA/Zz)(ZXo/Z)) = 1/7V(cm. рис. 134, в), получим (ax/bx)(cx/dx) = N(nD/tga>)/Pb.
Горизонтально-фрезерные станки
На рис. 20 показаны основные узлы горизонтально-фрезерного станка типа 6М82Г производства Горьковского завода фрезерных станков. Станок относится ко второй размерной гамме, однако по конструктивному оформлению он похож на горизонтально-фрезерный станок 6М83Г, относящийся к третьей размерной гамме. Выпуск станков серии М освоен в 1960 г.; они часто встречаются в цехах наших заводов. Хорошее знание станка 6М82Г дает возможность быстро освоить работу на горизонтально-фрезерных станках других типов, так как их основные узлы мало отличаются от узлов этого станка.
Все узлы и детали станка взаимозаменяемы за исключением клиньев и некоторых направляющих, которые пришабриваются.
Станок 6М82Г внешне отличается от ранее выпускаемой модели 6Н82Г лишь наличием маховичка продольной подачи на передней стороне стола, он имеет несколько отличный ряд скоростей вращения шпинделя и подач стола.

Основание
станка отливается из серого чугуна и точно прострагивается с обеих сторон. На одной стороне основания устанавливается и закрепляется болтами станина станка; другая сторона прилегает к полу цеха. В основании имеется корыто для охлаждающей жидкости, которая стекает по трубкам со стола. На основании смонтирован электронасос для подачи охлаждающей жидкости из корыта к инструменту.
Станина
служит для крепления всех узлов и механизмов станка. Некоторые узлы станка (коробка скоростей, шпиндель, электродвигатель с ременной передачей, механизм передачи движения к коробке подач) расположены внутри станины и не видны. Другие узлы станка (консоль, коробка подач, хобот, стол, насос для подачи охлаждающей жидкости) находятся на наруж-ных поверхностях станины.
Станина имеет коробчатую форму и усилена внутри ребрами; на передней стенке ее расположены вертикальные направляющие (выполненные в виде ласточкина хвоста) для консоли, а наверху - горизонтальные направляющие для хобота.
Хобот
имеется у горизонтально- и универсально-фрезерных станков и служит для правильной установки и поддержки фрезерной оправки. Хобот установлен в горизонтальных направляющих на верхней части станины и может быть закреплен на любом расстоянии от ее зеркала, т. е. с различным вылетом (см. рис. 10). Для увеличения жесткости при обработке тяжелых деталей и при больших сечениях стружки применяют поддержки, которые связывают хобот с консолью.
Консоль
представляет собой жесткую чугунную отливку, установленную на вертикальных направляющих станины. Консоль перемещается по вертикальным направляющим станины и несет горизонтальные направляющие для салазок. Она поддерживается стойкой, в которой имеется телескопический винт для подъема и опускания консоли. Жесткость конструкции консоли и точность ее направляющих имеют первостепенное значение для. работы станка. Консоль имеет два болта, которыми крепятся поддержки, связывающие стол станка с хоботом для лучшей устойчивости при больших нагрузках.
Салазки
являются промежуточным звеном между консолью и столом станка. По верхним направляющим салазок движется стол в продольном направлении, а нижняя часть салазок перемещается в поперечном направлении по верхним направляющим консоли.
Стол
монтируется на направляющих салазок и перемещается в продольном направлении. На столе укрепляются заготовки, зажимные и другие приспособления, для чего рабочая поверхность стола имеет продольные Т-образные пазы..
Перемещения стола, салазок и консоли сообщают заготовке продольную, поперечную и вертикальную подачи по отношению к фрезе.
Консольно-фрезерные станки обычно имеют как ручную, так и механическую подачу стола, салазок и консоли.
Для установочных перемещений при наладке и для холостых перебегов стола применяют ручную или механическую подачу, а для рабочих подач - только механическую.
Кроме рабочих подач, стол обычно имеет быстрый ход (ускоренное перемещение) во всех трех направлениях - для подвода заготовки к фрезе, а также для обратного перемещения.
Быстрый ход осуществляется с одной постоянной скоростью, а рабочие подачи имеют несколько ступеней, которые можно устанавливать при помощи коробки подач в зависимости от ха- обработки, материала фрезы и заготовки.
Шпиндель
. Для вращения режущего инструмента служит шпиндель, который получает движение от коробки скоростей. От точности изготовления шпинделя, его прочности и жесткости зависит точность вращения оправки с надетой фрезой. Шпиндели фрезерных станков изготовляют из легированной стали марки 40Хи подвергают термической обработке.

На рис. 21 показан шпиндель станка 6М82Г. У шпинделя имеются три ролико- и шарикоподшипниковые опоры. Очень точно обрабатываются передний конец шпинделя и коническое гнездо-места для установки и крепления инструмента и оправки.
Передний конец шпинделя фрезерного станка 6М82Г показан на рис. 22. Внутренний конус 2, в который вставляется фрезерная оправка, сделан очень крутым. Вращение фрезерной оправки производится поводками 3, которые вставлены в пазы в торце шпинделя и привернуты винтами. Фрезерные головки закрепляются винтами, ввертываемыми в отверстия 4, и центрируются передней частью 1 шпинделя. Иногда для центрирования служит специальная оправка, один конец которой входит в коническое гнездо 2 шпинделя, а на другой насаживается фрезерная головка.

Отечественные фрезерные станки имеют стандартный передний конец шпинделя (рис. 22).
Шпиндель вращается от электродвигателя, расположенного в станине станка, через шкив, ременную передачу и далее через коробку скоростей. Двигатель расположен внутри станины, благодаря чему повышается безопасность работы и сокращается площадь, занимаемая станком.
Коробка скоростей
предназначена для передачи вращения от шкива шпинделю и для изменения числа его оборотов при помощи переключения зубчатых колес.
Привод подач стола осуществляется от электродвигателя, расположенного в консоли станка, через коробку подач.
Коробка подач
служит для изменения подач стола в вертикальном, продольном и поперечном направлениях.
Консольно-фрезерные станки современной конструкции подобно станку 6М82Г имеют отдельные электродвигатели для привода коробки скоростей и коробки подач.
На рис. 23 показан горизонтально-фрезерный станок 6Н81Г выпуска Дмитровского завода фрезерных станков. Он относится к первой размерной гамме. Все его основные узлы я механизмы (основание, станина, хобот, консоль, стол) подобны рассмотренным выше. Различие лишь в том, что вращение шпинделю сообщается через ременную передачу от шкива коробки скоростей, жестко связанной с электродвигателем привода главного движения. Кроме того, шпиндель снабжен шестеренчатым перебором, позволяющим иметь высокие и низкие скорости вращения шпинделя.

Вертикально-фрезерные станки
Вертикально-фрезерный станок отличается от горизонтального только расположением шпинделя, поэтому все изложенное выше о горизонтально-фрезерном станке применимо к вертикально-фрезерному, за исключением тех деталей и узлов, которые у последнего отсутствуют (хобот, поддержки).
На рис. 24 показаны основные узлы вертикально-фрезерного станка типа 6М12П производства Горьковского завода фрезерных станков.

Станки этой модели вместе с горизонтально-фрезерным станком 6М82Г (см. рис. 7) или универсально-фрезерным станком 6М82 (см. рис. 8) образуют гамму консольно-фрезерных станков 2-го размера.
Все станки гаммы 2-го размера имеют 18 скоростей вращения шпинделя в диапазоне 31,5-1600 об/мин
и 18 ступеней подач в пределах от 25 до 1250 мм/мин
для продольного и поперечного перемещений стола и от 8,3 до 400 мм/мин
- для вертикального. Быстрый ход стола в продольном и поперечном направлениях равен 3000 мм/мин
, а для вертикального - 1000 мм/мин
. Станки гаммы 3-го размера имеют такие же числа оборотов, рабочие подачи и быстрый ход.
Рабочая поверхность стола у станков 2-го размера - 320X1500 мм
мм
):
Рабочая поверхность стола у станков 3-го размера равна 400X2000 мм . Стол имеет следующие максимальные механические перемещения (в мм ):
На рис. 25 показаны основные узлы вертикально-фрезерного станка 6Н11 выпуска Дмитровского завода фрезерных станков. Станки этой модели вместе с горизонтально-фрезерными станками 6Н81Г (см. рис. 23) и подобными им универсально-фрезерными станками 6Н81 образуют гамму консольно-фрезерных станков 1-го размера.
Все станки гаммы первого размера имеют 16 скоростей шпинделя в пределах от 65 до 1800 об/мин
и 16 ступеней подач стола в пределах от 35 до 980 мм/мин
для продольного перемещения, от 25 до 765 мм/мин
для поперечного и от 12 до 830 мм/мин
для вертикального; быстрый ход - соответственно 2900, 2300 и 1150 мм/мин
.
Рабочая поверхность стола у станков первого размера, как было указано ранее, - 250X1000 мм
. Стол имеет следующие максимальные механические перемещения (в мм
):

В главе VI дано подробное описание фрезерных станков. В этой статье рассмотрим основные узлы консольно-фрезерных станков и правил ухода за ними. В зависимости от расположения шпинделя консольно-фрезерные станки делятся на горизонтальные и вертикальные.
Горизонтально-фрезерные станки характеризуются горизонтальным расположением шпинделя и наличием у станка трех взаимно перпендикулярных движений - продольного, поперечного и вертикального. Горизонтально-фрезерные станки делятся на две разновидности - простые и универсальные. В универсальных горизонтально-фрезерных станках рабочий стол помимо указанных перемещений может еще поворачиваться вокруг вертикальной оси на угол до 45° в каждую сторону. Для установки стола на требуемый угол к оси шпинделя между салазками и рабочим столом имеется поворотная часть, на периферии которой нанесены градусные деления.
На рис. 16 показан общий вид горизонтально-фрезерного станка 6М82ГБ. Основными узлами станка являются: основание 1, станина 2, хобот 4, консоль 7, салазки 6, стол 5, коробка скоростей с рабочим шпинделем 3, коробка подач.
Станина станка служит для крепления всех узлов и механизмов станка. Хобот перемещается по верхним направляющим станины и служит для поддержания при помощи серьги конца фрезерной оправки с фрезой. Он может быть закреплен с различным вылетом. Для увеличения жесткости крепления хобота применяют поддержки, которые связывают хобот с консолью
Консоль представляет собой отливку коробчатой формы с вертикальными и горизонтальными направляющими. Вертикальными направляющими она соединена со станиной и перемещается по ним. По горизонтальным направляющим перемещаются салазки. Консоль закрепляется на направляющих специальными зажимами и является базовым узлом, объединяющим все остальные узлы цепи подач и распределяющим движение на продольную, поперечную и вертикальную подачи. Консоль поддерживается стойкой, в которой имеется телескопический винт для ее подъема и опускания.
Стол монтируется на направляющих салазок и перемещается по ним в продольном направлении. На столе закрепляют заготовки, зажимные и другие приспособления. Для этой цели рабочая поверхность стола имеет продольные Т-образные пазы.
Салазки являются промежуточным звеном между консолью и столом станка. По верхним направляющим салазок стол перемещается в продольном направлении, а нижняя часть салазок вместе со столом перемещается в поперечном направлении по верхним направляющим консоли.
Шпиндель фрезерного станка служит для передачи вращения режущему инструменту от коробки скоростей. От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависит точность обработки.
Коробка скоростей предназначена для передачи шпинделю станка различных чисел оборотов. Двигатель станка расположен на станине.
Коробка подач служит для передачи столу различных величин подач в продольном, поперечном и вертикальном направлениях. Привод механизма подачи расположен внутри консоли и приводится в движение от отдельного электродвигателя. В отличие от приводов главного движения приводы подач являются тихоходными.
Вертикально-фрезерные станки характеризуются вертикальным расположением шпинделя и предназначены главным образом для работы торцовыми, концевыми и шпоночными фрезами.
Основными узлами вертикально- фрезерных станков модели 6М12П являются: основание, станина, поворотная шпиндельная головка, консоль, стол, салазки, коробка скоростей с рабочим шпинделем и коробка подач. Назначение узлов такое же, как и у горизонтально фрезерных станков. В вертикально- фрезерных станках нет хобота. Поворотная головка крепится к горловине станины и может поворачиваться в вертикальной плоскости на угол от 0 до 45° в обе стороны.

На рис 17 показаны органы управления вертикально фрезерного станка 6М12П. В станке предусмотрено дублирование управления. Органы управления расположены на передней панели станка и с левой стороны. Включение вращения шпинделя осуществляется спереди кнопкой 15, а с левой стороны - кнопкой 5, выключение вращения шпинделя - кнопкой 6. Импульсное (кратковременное) включение шпинделя производится кнопкой 3. Переключение шпинделя на требуемое число оборотов производят рукояткой 1. Требуемое число оборотов устанавливают поворотом лимба 4, ориентируясь по стрелке-указателю чисел оборотов шпинделя. Направление вращения шпинделя изменяют переключателем 26. Шпиндель станка смонтирован в поворотной головке, которая поворачивается в вертикальной плоскости на угол 45° в любую сторону. Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Выдвижение гильзы вместе со шпинделем производят маховичком 9, а зажим - рукояткой 10.
Включение освещения станка (лампа 8) осуществляется переключателем 7, а включение насоса охлаждения - переключателем 27. Управление движениями стола осуществляется рукоятками, направление поворота которых совпадает с направлением движения стола. Переключение подач осуществляется с помощью грибка 20 и лимба переключения подач. При этом нажимают кнопку грибка, а пластмассовый грибок отводят на себя до отказа. Затем вращают за грибок лимб и устанавливают требуемую величину подачи. Лимб можно вращать в любую сторону. Включение продольной подачи стола осуществляется рукояткой 12 или 23 (дублирующая).
Включение вертикальной и поперечной подачи производится рукояткой 21 или 24 (дублирующая). Для настройки станка на автоматические циклы перемещения стола применяют кулачки 11. Быстрое перемещение стола в продольном, поперечном и вертикальном направлениях осуществляется кнопкой 2 или 16 (дублирующая). Ручное перемещение стола в продольном направлении осуществляется маховичками 13 и 25 (дублирующий), а в поперечном - маховичком 17.
Ручное вертикальное перемещение стола производится рукояткой 18. Консоль на поддерживающих стойках крепится рукояткой 19, салазки на консоли - рукояткой 22. При нажатии на кнопку 14 (стоп) происходит отключение двигателя от сети и торможение шпинделя. Выключение станка от сети производится главным выключателем 28.
Цель работы: Изучить устройство и работу универсально-фрезерного станка НО-800, ознакомиться с оснасткой применяемой для закрепления инструмента, приводами главного движения, движения подач и вспомогательных движений.
Инструменты и принадлежности к работе
1. Универсально-фрезерный станок мод. Н0-800
2. Режущий и вспомогательный инструмент
3. Заготовка
4. Операционный эскиз
5. Микроскоп БМИ-1 c набором измерительных головок
Основные сведения
Классификация фрезерных станков
Фрезерные станки составляют шестую группу станков. Они широко используются при изготовлении разнообразных деталей машин. Применяя различные фрезы, на станках можно обрабатывать плоские и фасонные поверхности, пазы, поверхности тел вращения, нарезать зубчатые колеса по методу копирования, выполнять другие фрезерные операции.
В зависимости от условий производства и для обработки заготовок разного вида могут использоваться различные фрезерные станки. Они могут быть подразделены на станки общего назначения и специальные.
К станкам общего назначения относятся: консольно-фрезерные, вертикально-фрезерные, горизонтально-фрезерные, универсальные и широко универсальные станки, бесконсольно-фрезерные с неподвижной или поворотной шпиндельной головкой, с круглым столом, с копировальным устройством; продольно-фрезерные одностоечные горизонтальные или вертикальные; двухстоечные с двумя или более шпинделями; карусельно-фрезерные с одним или более шпинделями.
К специальным станкам относятся копировально-фрезерные, шлице — и шпоночно-фрезерные, барабанно-фрезерные, фрезерные станки с ЧПУ и др.
Среди станков общего назначения различает несколько типов станков:
1. Вертикально-фрезерные станки предназначены для выполнения различных фрезерных операций.
Отличительная особенность этих станков – вертикальное положение оси шпинделя и наличие подвижной консоли, на которой расположены салазки и стол. На столе закрепляют обрабатываемую заготовку, он имеет продольное перемещение по направляющим консоли, которая, в свою очередь, перемещается в трех взаимно-перпендикулярных направлениях. Коробка подач смонтирована на консоли.
На вертикально-фрезерных станках используют в зависимости от выполняемых операций фрезы почти всех видов, фрезерные головки, концевые, модульные и другие фрезы.
Инструмент устанавливают либо на оправках с коническим хвостиком, закрепляемом в шпинделе, либо в цанговых патронах. На вертикально-фрезерных станках выполняется встречное фрезерование, а при наличии устройства, компенсирующего зазор между винтом и гайкой механизма продольной подачи возможно и попутное фрезерование.
2. Горизонтально-фрезерные консольные станки предназначены для фрезерования различных поверхностей: горизонтальных, наклонных и фасонных, а также уступов, пазов и др. Ось шпинделя у станков этого типа горизонтальна. Движения подачи те же, что и движения подачи заготовок на вертикально-фрезерном станке.
Универсальные станки этого вида имеют следующую отличительную особенность: стол их может поворачиваться относительно вертикальной оси на . Это позволяет обрабатывать винтовые канавки на цилиндрических поверхностях с использованием делительной головки
3. Широкоуниверсальные фрезерные станки имеют различные варианты установки шпинделя: в горизонтальном, вертикальном и наклонном положениях в двух взаимно перпендикулярных плоскостях. На широко универсальных фрезерных станках могут быть использованы фрезы различных типов (цилиндрические, дисковые, торцовые, фрезерные головки и др.) для обработки средних по размерам заготовок в условиях единичного и мелкосерийного производства. Эти станки оснащают большим набором приспособлений: круглыми столами, делительными головками, специальными приспособлениями.
Вспомогательный инструмент и приспособления, применяемые на фрезерных станках
Для закрепления режущего инструмента на фрезерных станках применяют различный вспомогательный инструмент. Он позволяет закреплять на станках как консольноработающий инструмент (хвостовые, концевые фрезы, фрезерные головки и др.), так и инструмент, закрепленный на оправках, один конец которых устанавливают в шпинделе, второй — во втулке серьги (дисковые, отрезные, модульные фрезы и др.).
Конструкция вспомогательного инструмента зависит от крепежно-присоединительной части фрезы и конструктивных особенностей шпинделя. Например, фрезы, имеющие конический хвостик – непосредственно в шпинделе или через переходную конусную втулку. Конец отверстий шпинделей фрезерных станков имеет конус Морзе № 3,4,5. Крутящий момент инструменту от шпинделя передается через сухари, закрепленные на шпинделе, которые входят в пазы на торцовой части втулки или оправки.
Насадные фрезы (дисковые, отрезные и т. д.) базируют по отверстию на оправке, имеющей шпонку для передачи крутящего момента.
Оправку с фрезой или набором фрез крепят одним концом в шпинделе, а другим – в серьге или подвеске. В случае консольного закрепления оправку устанавливают только в посадочном отверстии шпинделя. Торцовые фрезы крепят четырьмя болтами на шпинделе или на оправке, центрируя пояском на шпинделе или на оправке. Крутящий момент передается также двумя торцовыми шпонками.
Основные узлы конcольно-фрезерных станков
Основание – служит опорой станков.
Станина – базовый узел станка, во внутренней полости которого расположены коробка скоростей, шпиндель, электродвигатель главного движения.
По вертикальным направляющим станины перемешается консоль. В верхнем направляющем пазу установлен хобот.
Шпиндель – жесткий пустотелый вал, на переднем конце которого устанавливаются и закрепляются фрезы. Конический участок отверстия шпинделя (7:24) предназначен для установки фрез с помощью оправок или переходных втулок.
Хобот – в станках с горизонтальным шпинделем предназначен для поддержания свободного конца фрезерной оправки серьгой. Вылет хобота регулируется и фиксируется в нужном положении.
Консоль – чугунная отливка коробчатой формы, в которой размещены электродвигатель привода подачи, коробка подач и механизм ее переключения. Со станиной консоль соединяется вертикальным пазом типа "ласточкин хвост".
Салазки – промежуточный узел между консолью и столом станка. Нижним пазом салазки установлены на горизонтальных направляющих консоли в поперечном направлении. Верхний паз салазок типа "ласточкин хвост" служит направляющей для стола.
Стол – расположен на салазках и перемещается по ним в продольном направлении. На столе устанавливается и закрепляется обрабатываемая заготовка или приспособления для крепления заготовки.
Устройство универсального консольного горизонтально-фрезерного станка модели 6М82
Горизонтально-фрезерные станки имеют шпиндель, ось которого расположена горизонтально, а рабочий стол перемещается в продольном, поперечном и вертикальном направлениях. Они подразделяются на простые и универсальные, последние внешне ничем не отличаются от простых, но имеют поворотный вокруг вертикальной оси стол. Это позволяет обрабатывать на станке винтовые канавки, нарезать косозубые колеса и др. Главным движением является вращение фрезы, а движением подачи —продольное, поперечное или вертикальное перемещение стола. На рис. 5.1 показана компоновка, основные узлы и движения универсального консольного горизонтально-фрезерного станка мод. 6М82.
Рис. 5.1. Универсальный горизонтально-фрезерный станок мод. 6М82
На фундаментной плите 1 установлена станина 2, внутри которой размещен механизм главного движения с приводом от электродвигателя 3 и коробка скоростей 4. В вертикальных направляющих станины смонтирована консоль 5, которая может перемещаться вертикально по этим направляющим. На горизонтальных направляющих консоли установлены поперечные салазки 6, поворотная плита 7, а на направляющих последней — продольный (рабочий) стол 8. Таким образом, деталь, установленная непосредственно на столе, в тисках или приспособлении, может получить подачу в трех направлениях. Наличие поворотной плиты позволяет в случае необходимости поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол. Некоторые горизонтально-фрезерные станки не имеют поворотной плиты; в этом случае их называют простыми в отличие от универсальных. Привод подачи стола размещён внутри консоли 5 и состоит из электродвигателя 9, коробки подачи 10 и других механизмов.
Фрезерные патроны и короткие оправки вставляют непосредственно в конусное гнездо шпинделя. Хобот 12 расположен в верхней части станины 2. В его направляющих установлена подвеска 13 с центром (слева) или с подшипником (справа). На хоботе могут быть закреплены также две поддержки 14, нижние концы которых связаны с консолью. Поддержки служат для жёсткости консоли.
На рис. 5.2 показана кинематическая схема универсального горизонтально-фрезерного станка мод. 6М82.
Рис. 5.2. Кинематическая схема универсального горизонтально-фрезерного станка мод. 6М82
Привод главного движения получает начало от электродвигателя 69 и осуществляется 18-ступенчатой коробкой скоростей. Вращение от вала I с помощью зубчатых колес 1-2 передается валу II, и далее через одну из трех пар колёс (3-4, 5-6 или 7-8) – валу III. Отсюда одна из передач 9-10, 11-12 или 4-13 сообщает движение валу IV, а последний по цепи колес 14-15 или 16-17 – шпинделю V. Изменение скоростей достигается переключением колес 3-5-7,10-13-12 и 14-16.
Привод механизма подачи расположен внутри консоли. Электродвигатель 63 с помощью передач 18-19, 20-21 вращает вал VIII. Далее через зубчатые колеса 22-23, 24-25 или 26-27 вращение передается валу IX. С вала IX через зубчатые колеса 27-28, 29-30 или 31-32 вращение передается валу X. Отсюда движение на вал XI может быть передано через пару колес 33-34 (колесо 33 смещается вправо для сцепления с муфтой M), или через перебор, состоящий из колес 35-36, 37-33 и 33-34 (при этом колесо 33 занимает положение, показанное на схеме). Широкое колесо 34 свободно насажено на вал и передаёт ему вращение при включении муфты 64. При включении дисковой функциональной муфты М вал XI может получить быстрое вращение, необходимое для осуществления ускоренных ходов. Цепь быстрого вращения состоит из группы передач 18-19, 19-52 и 52-53. Муфты 67 и 64 сблокированы и имеют один орган управления: при включении одной муфты вторая выключается и наоборот. Подачи столы осуществляются с помощью винтовых механизмов: продольная – парой 54-55; поперечная 56-57 и вертикальная 58-59. Гайка 55 закреплена в верхних салазках, 57 – в консоли, 59 – в тумбе 66.
Цепь продольной подачи соединяет вал XI с ходовым винтом 54. Она состоит из передач 38-39, 40-42, 43-44, 45-46 (на схеме винт 54 повёрнут на 90° относительно оси колёс 44 и 45; его ось перпендикулярна плоскости чертежа).
Цепь поперечной подачи состоит из зубчатых колёс 38-39, 40-42-47.
Цепь вертикальной подачи включает в себя зубчатые колёса 38-39, 40-41, 48-49 и 50-51. Для включения и выключения подач служат муфты 62, 65, 70.
Техническая характеристика станка мод. 6М82
Размеры рабочей поверхности стола, мм 320 х 1250
Наибольшее перемещение стола:
продольное, мм 800
поперечное, мм 250
вертикальное, мм 420
Расстояние от оси горизонтального шпинделя до
Поверхности стола, мм 30-450
Число скоростей шпинделя 18
Частота вращения шпинделя, об/мин. 31,5-1600
Число рабочих подач стола 18
Подача стола, мм/мин:
Продольная 25-125
Поперечная 25-125
Вертикальная 8,3-416,6
Мощность электродвигателя привода
Главного движения, кВт 7,5
Габаритные размеры, мм:
ширина 195
высота 1680
Масса, кг 2900
Устройство и принцип работы станка мод. НО-800
Станок универсально-фрезерный модели НО-800 предназначен для выполнения фрезерных операций технологических процессов по изготовлению деталей приборов. Станок предназначен для использования в составе технологического оборудования предприятий приборостроительной промышленности.
Применяемые в точном приборостроении фрезерные станки обычно работают фрезами небольшого диаметра, в связи с чем экономически целесообразных скоростей резания можно достичь за счёт увеличения частоты вращения шпинделя (до 4000 об/мин).
Особенность большинства этих станков – отсутствие автоматической подачи. Ручная подача осуществляется преимущественно системой элементарных механизмов (рычага или рычага, колеса и рейки), а снятие стружки малого сечения обуславливает необходимость применять при компоновке станков короткие фрезерные оправки, обходиться без использования хобота и т. д.
Фрезерные станки точного приборостроения в зависимости от расположения шпинделя подразделяются на вертикальные и горизонтальные. Существуют также комбинированные станки, у которых шпиндель может устанавливаться горизонтально или вертикально, что определяется характером выполняемых работ. В основном эти фрезерные станки являются малогабаритными, устанавливаются на столы или верстаки. Некоторые вертикально-фрезерные станки имеют поворотные головки, шпиндель которых можно устанавливать под углом ± 40°.
Техническая характеристика станка мод. НО-800
Технические данные, основные параметры и характеристики:
1. Расстояние от оси шпинделя до направляющих станины, мм 90
2. Расстояние от оси шпинделя до боковых салазок, мм 80
3. Максимальное перемещение шпиндельной бабки в горизонтальной и вертикальной плоскостях, 50
4.Диаметр рабочей поверхности стола, мм 100
5.Максимальное продольное перемещение стола, мм 100
6. Максимальный вертикальный ход стола, мм 50
7.Цена деления лимба перемещения стола, мм 0,01
8.Угол наклона стола в вертикальной плоскости ±300
9.Угол наклона шпиндельной бабки ±300
10. Электродвигатель шпиндельной бабки:
мощность, кВт 0,25
частота вращения, мин -1 3000
11.Конус в шпинделе специальный под цангу, 290
13.Точность обработки при фрезеровании, мм 0,02
14.Частота вращения шпинделя, мин –1 5300
15. Габаритные размеры, мм 650 х 610 х 670
Обработка деталей может производиться в специальном приспособлении, которое крепиться к столу.
1. Шпиндель.
2. Шкивы трёхступенчатой ременной передачи.
3. Консоль.
4. Рычаг поворота стола.
5. Маховик поперечного перемещения стола.
6. Рабочий стол.
7. Регулировочное устройство шпинделя в вертикальном положении.
8. Натяжной ролик.
9. Стойка.
10. Маховик продольного перемещения стойки.
11. Рычаг вертикального перемещения стола.
12. Электродвигатель.
13. Корпус.
14. Пусковая аппаратура.
Рис. 4.3. Эскиз станка мод. НО-800
Общий вид станка представлен на рис. 4.3. Станок состоит из корпуса (станины) 13, в который встроен привод и пусковая аппаратура 14. Вращение шпинделя 1 осуществляется от электродвигателя 12 через трехступенчатую круглоременную передачу, огибающую натяжной ролик 8. Отверстие шпинделя рассчитано на применение цанги или оправки для фрез. Основание стойки 9, несущей шпиндель 1, закрепляется на призматических направляющих 15 станины с помощью двух эксцентриков. Продольное перемещение стойки 9 ограничивается упорными винтами 16 и осуществляется микрометрическим винтом 10 с ценой деления 0,01 мм. Зазор в направляющих регулируется с помощью клина.
Консоль 3, несущая на себе круглый стол 6, перемещается в вертикальном направлении по призматическим направляющим при помощи реечной пары от рукоятки 11, закрепленной на оси реечной шестерни. Вращение стола 6 вокруг оси осуществляется при помощи рычага 4, а поперечное перемещение стола осуществляется вращением маховика 5 микрометрического винта. Все движения винта ограничиваются упорными винтами.
Наклон консоли и шпиндельной бабки фиксируется зажимными болтами. Зазоры в направляющих регулируются клиньями.
Шпиндель станка вращается в двух бронзовых втулках. Одна втулка цельная с внутренним конусным отверстием, а вторая – разрезная. Регулировка радиальных и осевых люфтов осуществляется с помощью гаек.
Требование техники безопасности при выполнении лабораторной работы
1. К работе на универсальном фрезерном станке мод НО-800 допускаются лица, прошедшие инструктаж по технике безопасности и изучившие данную инструкцию.
2. Запрещается проводить любые виды работ на станке без разрешения преподавателя или инженера.
3. При установке станок должен быть надёжно заземлён в общую систему заземления.
Электрическое сопротивление, измеренное между заземляющим зажимом находящимся на вводе к станку, и любой металлической частью станка, которая может оказаться под напряжением 42 В и выше, не должно превышать 0,1 Ом.
4. При ремонте станок должен быть отключён от питающей сети вводным выключателем.
5. При работе станка запрещается производить ручные работы в зоне обработки детали.
Порядок выполнения работы
1. Ознакомиться с назначением, компоновкой и техническими характеристиками фрезерного станка мод. НО-800.
2. Изучить назначение основных узлов станка.
3. Определить главное движение, движения подач и вспомогательные движения.
4. По выданному преподавателем эскизу произвести наладку станка на обработку и при помощи микроскопа БМИ-1 определить точность полученных размеров, и сравнить с заданной величиной.
1. Наименование и цель работы.
2. Инструмент, оборудование и принадлежности к работе.
3. Компоновка станка мод. НО-800 с указанием всех видов движений (главное движение, движение подачи, вспомогательные движения).
2. Эскиз детали.
3. Схема измерения и наладка станка.
4. Выводы и рекомндации.
Контрольные вопросы к лабораторной работе
1. Классификация станков фрезерной группы.
2. Назначение и виды выполняемых работ на фрезерных станках.
3. Вспомогательный инструмент, применяемый на фрезерных станках.
4. Устройство, компоновка и кинематическая схема станка мод. 6М82.
5. Назовите основные узлы и движения, необходимые для осуществления процесса резания на станке мод. НО-800.
Практическая работа № 4
Тема: «
Цель: Ознакомиться с основными узлами универсального консольно-фрезерного станка
Вопросы:
Для ознакомления с основными узлами универсального консольно-фрезерного станка, необходимо ответить на следующие вопросы:
1 На какие группы делятся фрезерные станки?
2 Типоразмеры фрезерных станков.
3 Классификация фрезерных станков.
4 Отличительные особенности консольно – фрезерных станков. Их разновидности
5 Чем отличаются вертикально – фрезерные от горизонтально - фрезерных станков.
6 Назначение универсального горизонтального консольно – фрезерного станка.
Порядок выполнения работы:
Ответить на вопросы.
Опишите устройство консольно – фрезерного станка.
Опишите основные узлы универсального консольно – фрезерного станка и его конструктивные особенности.
Опишите основные движения в станке:
а) главное движение
б) движение подачи
Вывод:
Практическая работа № 4
Тема: « Основные узлы универсального консольно-фрезерного станка»
Разнообразие операций, выполняемых фрезами различных типов, чрезвычайно велико. На фрезерных станках возможно получить почти все виды поверхностей. Фрезерные станки широко применяются в инструментальном производстве.
Главное движение - вращение шпинделя вместе с закрепленной фрезой. Движение подачи сообщают столу с закрепленной на нем заготовкой.
Универсально-фрезерный станок мод. 6Н82
Станок консольного типа предназначен для различных универсальных работ. Универсально-фрезерным станок называется потому, что стол может быть повернут относительно вертикальной оси.
Техническая характеристика и жесткость станка позволяют полностью использовать инструменты для скоростного фрезерования.
Техническая характеристика станка:
рабочая поверхность стола 1250 X 320 мм,
число скоростей шпинделя 18; пределы чисел оборотов шпинделя 29-1500 об/мин;
число подач 18;
пределы величин подач продольных и поперечных 19-930 мм/мин, вертикальных 6,33-310 мм/мин;
мощность электродвигателя 7 кет;
поворот стола 45°.
Рис. 1. Универсально-фрезерный станок мод. 6Н82
На фундаментной плите установлена станина 3. Плита выполнена в виде корыта для сбора охлаждающей жидкости.
Станина 3 выполнена коробчатой формы. С передней стороны на боковой части имеются направляющие для перемещения консоли 17.
На в ерху станины перемещается хобот 9, а внутри нее смонтирована коробка скоростей 8 с приводом от фланцевого элекродвигателя - 6.
Консоль17 служит для монтажа поперечных салазок 16, поворотной части стола 13 и коробки подач 2. Поперечные салазки перемещаются по направляющим консоли в поперечном направлении вместе с поворотной частью 15. Рабочий стол 13 монтируется в направляющих поворотной части 15 и перемещается по ним. Он может быть повернут по круговым направляющим нижней половины поворотной части. На верхней поверхности стола выполнены три Т-образных: паза Два из них служат для закрепления приспособлении и длительной головки, а соедини паз - для выверки их на параллельность оси стола. Для увеличения жесткости хобот 9 соединяется с консолью с помощью поддерживающих стоек 14.
Оправки с инструментами вставляются одним концом в коническое отверстие шпинделя 10, а другим - в отверстие люнета 12. Используя перемещения консоли поперечных салазок и стола, заготовка может перемещаться в вертикальном, поперечном и в продольном направлениях.
Фрезерные станки
Фрезерные станки имеют весьма широкую область примене ния и разделяются на две основные группы: станки общего назна чения и специализированные.
К первой группе относятся станки консольные и бесконсольные, продольно-фрезерные, станки не прерывного фрезерования (карусельные и барабанные).
Ко вто рой группе относятся станки копировально-фрезерные, зубофре зерные, резьбофрезерные, шпоночно-фрезерные, шлицефрезер ные и др.
Типоразмеры станков характеризуются площадью рабо чей (крепежной) поверхности стола или размерами обрабатывае мой заготовки (при зубо- и резьбообработке). По указанному при знаку станки имеют пять градаций:
Размер Площадь поверхности стола, мм
0 200 x 800
1 250 х 1000
2 320 x 1250
3 ………………………………………………………… 400 х 1600
4 500 x 2000
Классификация фрезерных станков дана в таблице, где приве дено девять типов станков шестой группы (кроме того, фрезерные станки входят и в пятую группу зубо - и резьбообрабатывающих станков, которые в настоящий момент не рассматриваются).
Каждый станок имеет свой шифр, первая цифра в котором обозначает группу станка, вторая - его тип (1 - консольные вертикально-фрезерные (рис. 2, а), 2 - непрерывного действия (рис. 2, б), 4 - копиро вальные (рис. 2, в) и гравировальные, 5 - вертикальные бесконсольные (рис. 2, г) (с крестовым столом), 6 - продольно- фрезерные (рис. 2, д), 7 - широкоуниверсальные (рис. 2, е), 8 - консольные, горизонтальные (рис. 2, ж), 9 - разные). Третья и при необходимости четвертая цифры обозначают характер ные размеры станка. Кроме цифр в обозначение модели станка может входить буква. Если буква стоит между первой и второй цифрами, то это означает, что конструкция станка модифицирована. Например, универсальный консольный станок в течение многих лет подвергался усовершенствованию и имел обозначения 682, 6Б82, 6Н82, 6М82, 6Р82 и 6Т82.

Рис. 2 Фрезерные станки:
а - консольные вертикально-фрезерные станки; б - фрезерные станки непре рывного действия (карусельно-фрезерные и барабанно-фрезерные); в - копиро вальные (вертикальные и горизонтальные) фрезерные станки; г - вертикально- фрезерные бесконсольные станки; д - продольно-фрезерные станки; е - широ коуниверсальные фрезерные станки (консольные и бесконсольные); ж - гори зонтальные консольно-фрезерные станки
Если буква стоит в конце шифра станка, то это может означать следующее; 1) конструктивную модификацию основной модели (например 6Р82Г - станок горизонтально-фрезерный, 6Р12Б - быстроходная модель, 6Р82Ш - широкоуниверсальный); 2) различное исполнение станков в зависимости от точности (Н - нор мальной точности, П - повышенной, В - высокой, А - особо высокой и С - станки особо точные, называемые мастер-станка ми); 3) различное исполнение с учетом используемой системы управления станком.
5.2 Устройство консольно-фрезерного станка
Консольно-фрезерные станки - наиболее распространенный тип станков, используемый для фрезерных работ. Отличительная особенность станка - наличие консоли (кронштейна), несущей стол и перемещающейся по направляющим станины вверх и вниз. Существуют горизонтальные, вертикальные, универсальные и широкоуниверсальные консольно-фрезерные станки. В горизонтально-фрезерных станках шпиндель расположен горизонтально, и стол перемещается в трех взаимно перпендикулярных направлениях. Отличие универсальных консольно-фрезерных станков от горизонтальных заключается только в возможности поворота стола относительно вертикальной оси, а широкоуниверсальных фрезерных станков от универсальных - в наличии на станине специального хобота, на торце которого установлена дополнительная головка со шпинделем, поворачивающаяся под углом в любом направлении. Вертикально-фрезерные станки отличаются от горизонтально-фрезерных вертикальным расположением шпинделя и отсутствием хобота. В рассматриваемых станках детали и узлы широко унифицированы.
В качестве примера для рассмотрения технической характеристики, компоновки и кинематической схемы выбран универсальный горизонтальный консольно-фрезерный станок (рис. 1). Он предназначен для выполнения разнообразных фрезерных работ по чугуну, стали и цветным металлам, твердосплавным и быстрорежущим инструментом в условиях мелко- и крупносерийного производства. Наличие в станке возможности поворота стола вокруг своей вертикальной оси позволяет фрезеровать винтовые канавки сверл, червяков и т.д.
Станок состоит из станины 2, установленной на фундаментной плите 14. На вертикальных направляющих станины расположена консоль 12 с горизонтальными поперечными направляющими, на которых удерживаются салазки 11, а на них - поворот ная плита 10 с горизонтальными продольными направляющими.
3 4 5

16 15
1 - рукоятка; 2 - станина; 3 - лимб; 4 - хобот; 5 - коробка ско ростей; 6 - шпиндель; 7, 8 - подвески; 9 - стол; 10 - поворотная плита; 11 - салазки; 12 - консоль; 13 - коробка подач; 14 - фунда ментальная плита; 15 - рукоятка; 16- лимб
Рис. 3 Универсальный кон сольно-фрезерный станок
На этих направляющих монтируют стол 9. Такая компоновка уз лов обеспечивает возможность перемещения стола в трех направ лениях (продольном, поперечном и вертикальном). В станине рас положена коробка скоростей 5 с рукояткой 1 и лимбом 3 и привод с электродвигателем, обеспечивающим вращение шпинделя. В кон соли 12 размещена коробка подач 13 с электродвигателем, лим бом 16 и рукояткой 15 для установки подач. В верхней части стани ны смонтирован шпиндель 6, а на направляющих выдвижного хобота 4 закреплены подвески (кронштейны) 7 и 8, которые яв ляются опорами фрезерных оправок для установки фрез.
Основные движения в станке. Главное движение. Вал IV (рис. 3) со шпинделем получает вращение от электродвигателя М1 (мощность двигателя N= 3 кВт; частота вращения п = 1450 мин -1 ) через шкивы 100/180 клиноременной передачи и 12-ступенчатую коробку скоростей. От вала II вращение передается валу III по средством передвижных блоков зубчатых колес 2 = 51/51 или 60/42, 42/60, 34/68, 21/81, 27/75. От вала III вращение зубчатыми коле сами 2 = 75/41 или 24/96 передается валу IV . Уравнение кинемати ческой цепи для минимальной частоты вращения шпинделя
n min =1450 ·100/180· 21/81·24/96 = 52,мин -1
Изменение направления вращения шпинделя осуществляют реверсированием вращения вала электродвигателя М1.
Движение подачи осуществляется от электродвигателя М2 (N = 0,3кВт; п= 1450 об/мин) через коробку подач, обеспечивающую 1.2 ступеней подачи. От вала VIII через цилиндрические передачи 2 = 26/67 и 36/60 вращение передается валу X , от него через блок

Рис. 4. Кинематическая схема универсального консольно-фрезерного станка
зубчатых колес 7 = 37/53 или 30/60, 45/45 - валу XI и далее пере бором 2=45/45 или 24/66 - валу XII , через зубчатые колеса 2 = 18/72 и 30/60 и широкое колесо 2 = 60 обгонной муфты враще ние передается валу XIII (непосредственно или минуя перебор, когда широкое колесо г = 60 соединено с зубчатым колесом z = 45). От вала XIII вращение зубчатыми колесами z = 37/44 передается валу XIV ; при этом вертикальное движение подачи осуществляет ся ходовым винтом VI (6 х 1), которому вращение от вала XIV передается зубчатыми колесами z = 25/50 и 24/36. Продольное дви жение подачи производится от ходового винта XVII (6x1) (на рис. 5.3 винт условно повернут на 90°), который вращается от вала XIV при помощи цилиндрических передач 2 = 48/52, 17/24, 28/28 (справа при прямом ходе) или z = 28/28 (слева при обратном ходе).

Рис. 5 Стол универсального консольно – фрезерного станка:
1 - маховик; 2 - ходовой винт; 3, 4 - гайки; 5, 8 и 10 - зубчатые колеса; 6 -
вилка; 7- муфта; 9 - стол; 11 - поворотная плита; 12 - сухари; 13 - салазки;
14- червяк; 15 - винты; 16- консоль; 17 - вал
Поперечные подачи от вала XIV через шестерни г = 48/52, 38/54 передаются.на ходовой винт XVIII . Ускоренный ход стола осуще ствляется от электродвигателя М2 посредством цилиндрических передач 2=26/67, 36/60, 60/30 через включенную электромагнит ную Мэ и обгонную Мо муфты и далее через ускоренные переда чи рабочих подач. Реверсирование поперечного и вертикального движений подачи происходит при включении муфт Мф1 и Мф2 зубчатых колес 2=32 и 50. В этом случае вращение от вала XIV передается ходовому винту" XVIII цилиндрическими передачами г = 32/39) 39/50 (см. сеч. А-А), г. ходовому винту VI - передачами 2 = 32/39, 39/35, 52/48, 25/50, 24/36.
Салазки 13 консольно-фрезерного станка (рис. 5) перемеща ются на консоли 16 в поперечном направлении. На салазках смон тирована поворотная плита 11, а на ней (в продольных направля ющих) - стол 9, перемещающийся ходовым винтом 2, вращаемым вертикальным валом 17 при помощи конических зубчатых колес 10, 5, 8. Реверсирование стола осуществляют, перемещая вилкой 6 муфту 7 вправо и влево, а для отключения движения стола необходимо вилку 6 установить в среднее положение. В край них положениях муфта соединяется с коническими зубчатыми колесами 5 и 8. На ходовом винте предусмотрен механизм выбор ки зазора между резьбой винта 2 и гайками 3 и 4, из которых одна (3) может перемещаться в осевом направлении при вращении червяка 14 (см. сеч. Б-Б). Ручная подача стола осуществляется при вращении маховика 1.
Поворотная плита 11 (при необходимости) может быть повер нута на вертикальном валу 17 относительно салазок 13 на ±45°. Плиту 11 центрируют по Т-образному пазу салазок 13 при помо щи двух сухарей 12, которые одновременно служат для закрепле ния плиты на салазках при их подъеме.

Контрольные вопросы
Расскажите о конструктивных особенностях консольно-фрезерных станков.
Чем отличаются вертикально-фрезерные станки от горизонтально- фрезерных?
Покажите на кинематической схеме универсального консольно-фрезерного станка кинематические цепи минимальной частоты враще ния шпинделя, продольного движения стола с минимальной и макси мальной скоростью.
Расскажите о работе стола и салазок консольно-фрезерного станка.
Какие операции выполняют на фрезерных станках?
6. Расскажите, как расшифровать модель фрезерного станка